

Подача
Выравнивание подачи при контурной фрезерной обработке

На станке C500/04, при обработке наружных и внутренних контурных радиусов, рабочая подача на фрезу существенно меняется от фактически заданной в начале программы.
Чем больше радиус фрезы и чем меньше радиус обрабатываемого контура, тем больше разница в подаче.
При наружной обработке радиуса подача увеличивается, при внутренней обработке - уменьшается.
Конечно, существует формула, по которой можно все подачи проссчитать и расставить каждую в нужное место. Но при замене фрезы придется подбирать фрезу такого же радиуса, или что-то похожее, чтобы подачи снова не пересчитывать. Оно нам надо?
Поэтому для контурной обработки, с большим количеством переходов с радиуса на радиус, с радиуса на прямую и с прямой на радиус, лучше всего воспользоваться подпрограммой стандартного цикла для фрезеровки радиусных поверхностей. Пусть она сама рассчитывает подачи.
Поместим ее в ПЗУ к основным стандартным циклам.
В технологической подпрограмме надо описать все рабочие контуры, т.е. указать все радиусы контура и конкретно, какой это контур: наружный или внутренний.
В самой управляющей программе для обработки детали, один раз придется расставить все подачи на свои места. Отдельным кадром указываем радиус рабочей фрезы, желаемую подачу и ссылку на технологическую подпрограмму.
Все, теперь фрезу можно ставить любого диаметра, с учетом, что бы радиус фрезы не был больше самого маленького внутреннего контурного радиуса.
Подача будет постоянной как на прямолинейном участке, так на внутреннем и на наружном контурах!
Технологическая подпрограмма, совместно со стандартным циклом, автоматически будут понижать подачу на наружном контуре и увеличивать ее на внутреннем контуре, до фактически заданной.
Внимание!!!
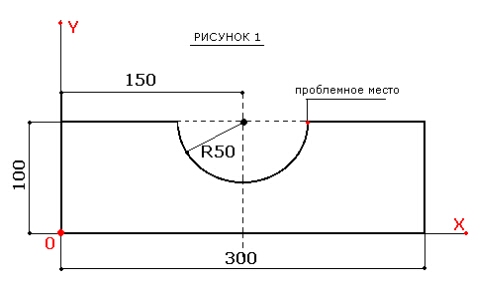
При переходе фрезы с прямого участка на внутренний контурный радиус, происходит как бы разрыв эквидистанты, т.е. это когда фреза уже закончила обработку прямого участка, но еще не вышла на траекторию обработки внутреннего радиуса. Получается такой не учтенный угол перебега фрезы. Подача на таком участке берется от фактически заданной. А так-как подпрограмма автоматически увеличивает подачу на внутреннем контуре, подача на этом участке, до выхода фрезы на нужную траекторию радиуса, будет увеличиваться!
( При переходе с радиуса на прямую такого не происходит потому, что тоже действует фактически заданная подача. )
Что бы этого не происходило, т.е. что бы избежать увеличения подачи во время перебега фрезы, желательно вписать в этом проблематичном месте небольшой наружный радиус ( 1 мм. например ). В обычном порядке описать этот радиус в технологической подпрограмме, а в основной программе поставить соответствующую подачу для этого участка. На качестве детали это никак не отразится, зато избавимся от резких колебаний подачи.
Во что происходит, если работать с одной подачей, заданной в самом начале программы.
Фреза проходит прямой участок, затем делает перебег на траекторию радиуса с нормальной подачей. Затем, на внутреннем радиусном участке скорость подачи резко падает ( иногда до десятых долей миллиметра в минуту - зависит от радиуса обрабатываемой поверхности и величины радиуса фрезы), потом снова резко переходит на нормальную подачу.
Получаются неприятные рывки в подаче: то фреза практически только трется о деталь, то сразу резко переходит на резание.
Этого нужно и можно избежать!
Пример:
Стандартный цикл:
% L50 N1 P55, P51 + P52 N2 P56, P52 - P51 N3 P53, P50 : P55 * P52 N4 P54, P50 : P56 * P52 N5 M22 ! где: P50 - желаемая подача P51 - радиус фрезы P52 - радиус окружности P53 - подача на наружном контуре P54 - подача на внутреннем контуре P55 и P56 - переменные для вычислений
Вот так будет выглядеть сама управляющая программа ( с пояснениями ):
%1 N1 ( Номер детали ) N2 G54 G90 N3 T1 M15 ( ---- Freza D.30 ---- ) N4 P50,30 P51,15 L1 ( Подача: 30мм./мин.; Радиус фрезы: 15мм.; L1-технологическая подпрограмма ) N5 G0 X-40 Y-40 S65 M3 N6 D1 Z0 N7 G1 G42 D101 X-30 Y0 F=P50 M8 ( Подача на прямолинейном участке ) N8 X300 N9 Y100 N10 X200.99 N11 G3 X199.99 I200.99 Y99.02 J99.0 F=P1 ( Подача на наружном участке с радиусом 1 мм. ) N12 G2 X100.0 I150.0 Y100.0 J100.0 F=P2 ( Подача на внутреннем участке с радиусом 50 мм. ) N13 G1 X0 F=P50 ( Подача на прямолинейном участке ) N14 Y-1 N15 G0 Z150 M9 N16 G40 X-40 Y-40 N17 G32 Z M5 N18 M02 L1 ( Технологическая подпрограмма ) N19 P52,1 L50 ( радиус 1 мм.; L50- стандартный цикл ) N20 P1,P53 ( Подача на наружном участке с радиусом 1 мм. ) N21 P52,50 L50 ( радиус 50 мм.; L50- стандартный цикл ) N22 P2,P54 ( Подача на внутреннем участке с радиусом 50 мм. ) N23 M22 ( Конец подпрограммы ) !
Примечание:
Подпрограмма стандартного цикла может иметь любой другой свободный номер, необязательльно %L50.
P - параметры на подачу надо ставить такие, чтобы они не переплетались с параметрами других стандартных циклов в одной управляющей программе. ( Например, P1 и P2 - это параметры подпрограмм стандартных циклов сверления. )
Их можно ставить, если фрезеровка идет отдельной программой.)